Содержание
Требования к изгибаемым трубам
Там, где нужно подвести различные коммуникации или соорудить трубопровод для иных целей, необходимы изогнутые трубы различного диаметра. Для создания нужных конфигураций изгибов труб в промышленности и домашних условиях применяется специальное оборудование – так называемые профиле- и трубогибы. Любому хозяину, умеющему обращаться с инструментами, вполне по силам осуществить изготовление профилегиба и трубогиба своими руками. Принцип работы этих механизмов одинаков в силу того, что трубы являются разновидностями профилей.
Трубогиб в работе
Однако до того, как приступить к изготовлению профилегиба и трубогиба своими руками, важно ознакомиться с некоторыми особенностями профилей и труб.
Требования к изготовляемым изгибам профилей и труб с шириной стенки до 2 мм:
- для трубы с толщиной стенки до 2 мм и диаметром от 5 до 20 мм предельный радиус изгиба равен 4 ее диаметрам;
- при такой же толщине стенок, но диаметре в диапазоне 20 — 35 мм радиус изгиба будет уже 5 диаметров;
- при аналогичной толщине стенок и диаметре свыше 35 мм, трубу или профиль изгибать запрещено. В этом случае необходимо будет изготовить секционный изгиб.
Требования к формируемым изгибам профилей и труб с толщиной стенки более 2 мм:
- для трубы с толщиной стенки свыше 2 мм и диаметром до 35 мм радиус изгиба должен быть равен 3 диаметрам;
- при этой же ширине стенки и диаметре уже в диапазоне от 35 до 60 мм оптимальный радиус изгиба считается равным 4 диаметрам;
- для трубы с аналогичной шириной стенки и диаметром 60 – 140 мм радиус изгиба составляет не менее 5 диаметров трубы;
- если труба в диаметре превышает 140 мм, ее гнуть ни в коем случае не рекомендуется. Изгиб же изготавливается секционный.
Также не подлежат изгибанию с помощью профелигиба и трубогиба особо толстостенные и особо тонкостенные трубы. Данные расчеты подходят для работы с трубами стальными, латунными, титановыми, медными и металлопластиковыми. Если предстоит сделать изгиб трубы алюминиевой, то единицу радиуса прогиба, исходя из данных значений увеличивают на 1, а для дюралевых, стальных хромированных и стальных никелированных труб – на 2.
Выяснив параметры трубы, которую необходимо подвергнуть изгибанию, можно приступить к проектированию и самостоятельному изготовлению гибочного станка. Нужно учесть, что нажим на профиль при формировании изгиба должен приходиться на его сплошную или выпуклую сторону. В противном случае противоположная сторона профиля станет собираться в складки.
Классификация гибочного оборудования
Профильный трубогиб своими руками
Планируя самостоятельное изготовление профилегиба и трубогиба, следует знать, на какие виды подразделяется это оборудование. Гибочные станки непромышленного назначения в зависимости от параметров классификации разделяются на следующие виды:
В соответствии со способом изгибания труб
- выгибание по шаблону;
- выдавливание;
- прессование;
- прокатка;
- обкатка по ложементу.
По характеру мобильности
- стационарные – необходимо устанавливать на прочную, устойчивую опору;
- переносные – устанавливаются в любом месте вследствие того, что не происходит реакции на опору;
- носимые – предполагают возможность использования на весу из-за отсутствия отдачи.
Особенности изготовления профилегиба и трубогиба своими руками
Для правильного изготовления профелигибочного или трубогибочного станка своими руками необходимо точно по усилию изгибания подобрать размеры всех деталей станины. Как правило, станина изготавливается из стали, причем конструкционной. Нужно знать, что:
- толщина металлических деталей станины — не меньше 1/6 диаметра трубы, подлежащей изгибанию;
- диаметр роликов — не меньше 3 диаметров трубы при изгибании прокатом, при использовании иных способов – не меньше допустимого радиуса;
- полки уголка, из которого будет изготовлена станина, нужно подбирать так, чтобы они были равны 3 диаметрам трубы, а швеллер имел полку не меньше 2-х диаметров.
Способы формирования изгибов
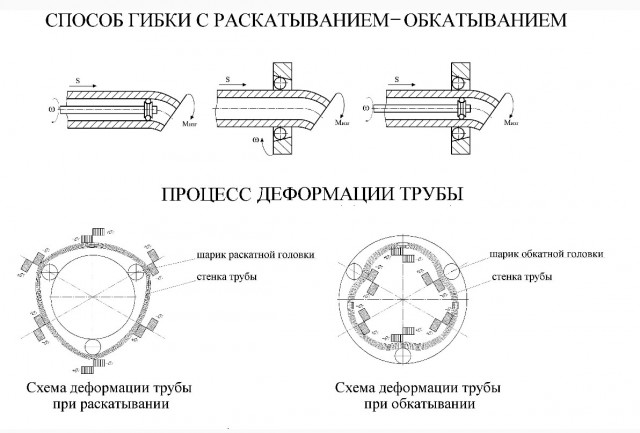
Способы гибки труб
Формирование изгибов можно делать разными способами:. Каждый из них имеет свои особенности. Формирование изгиба путем шаблонного выгибания проводится при помощи самого простого лучкового трубогиба. Для его изготовления нужны: круглая деревяшка, веревка, два прочных прута, проволочный крючок и прокаленный чистый песок.
Суть этого способа: песок плотно набивают в трубу, обстукивая ее для лучшей усадки молотком, и закручивают веревку прочными прутьями. Из согнутой таким образом трубы песок достают при помощи проволочного крюка. Существенный недостаток этого способа: невозможно достичь идеальной точности, поскольку касательная векторов усилий направлена к оси трубы в процессе гнутья.
Способ выдавливания — это прессовка без матрицы, с пуансоном. Матрица — это жесткие опоры по концам изгиба, представленные роликами или поворотными башмаками. В этом случае вектор усилия перпендикулярен изгибаемой трубе. Такие изгибы получаются идеально точными.
Прессовочный профилегиб изготавливается при помощи слесарных тисков, использованного тормозного барабана, половинки шкива. Самодельный станок выглядит так: в тисках проделывают отверстия, в них нарезают резьбу и закрепляют болтами пуансон и матрицу. Изгибаемое место сдавливают тисками – в этом состоит суть способа прессовки.
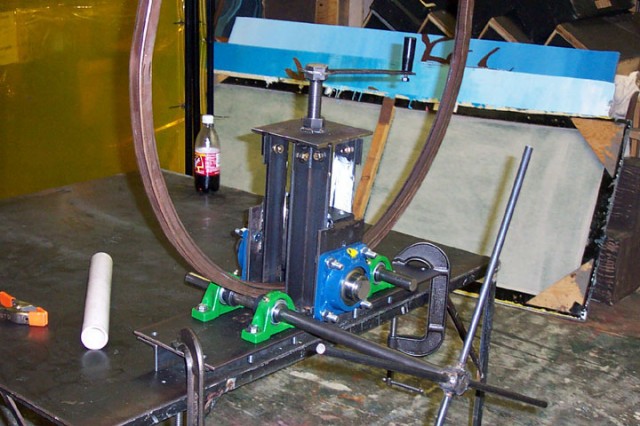
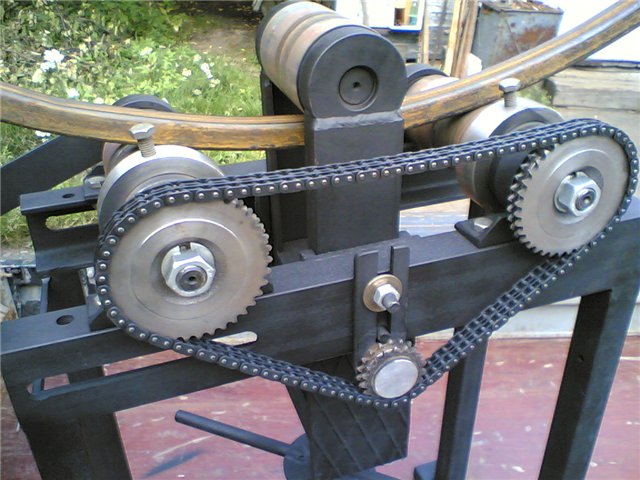
Способ прокатки, как способ гнутья трубы – довольно сложный в домашних условиях. Изготовленное самостоятельно, такое оборудование работает следующим образом: нужное место трубы протаскивается между опорными роликами и вращающимся пуансоном. Такую работу лучше делать вдвоем: один следит за протяжкой, другой регулирует скос и подачу.
Для роликовой гибки трубы характерно комбинирование выгибания и прокатки. Таким способом можно получить хорошую точность и производительность при условии гнутья исключительно труб, так как профиль сомнется вследствие неравномерного давление пуансона на поверхность, и металл потечет волнами. Также нужно будет прилагать значительные усилия и иметь определенный навык работы.
Учитывая все эти особенности, можно довольно просто из подручного материала самостоятельно соорудить профилегиб и трубогиб.